- UTSTYR
- spesielle kraner
- Industrikran
- Heise- og vinsjvogn
-
CRANE Spreder
-
Kran elektromagnetiske løftemagneter
-

Løfteelektromagnet for vending og sidehengt
-

Løfteelektromagnet for tykk plate
-

Spesialisert elektromagnet for løfting av stålplater
-

Løfteelektromagneter for løfting av stålplater
-

Løfteelektromagnet for tunge skinner og profilert stål
-

Løfteelektromagnet for høyhastighets Wier (kveilet stang)
-

Løfteelektromagnet for armeringsjern og stålrør
-

Løfteelektromagnet for buntet armeringsjern og profilert stål
-

Løfteelektromagnet for Billet, Girder Billet og Slab
-

Løfteelektromagnet for stålrester
-
- Kranspreder
- Kranløftetang og klemmer
-
Kran elektromagnetiske løftemagneter
- KRANDELER
- Overfør handlevogn




























































5 papirfabrikkkrandesign for uanstrengt papirindustriverkstedoppsett
Dato: 19. februar 2025
Innholdsfortegnelse
I henhold til mange års erfaring innen vedlikehold og transformasjon av kranproduksjon, gjennom analyse og sammenligning av ulike oppsett og typer kraner i papirfabrikkens verksted, fremla et rimelig utvalg og optimal layoutskjema. Forberedelse eller teknisk transformasjon av nye og gamle prosjekter i papirfabrikker, papirfabrikkkrandesign eller vedlikehold og transformasjon er av høy referanseverdi.
Viktigheten av rimelig utvalg av kraner og optimal layout
I papirfabrikkverkstedet er kranen et uunnværlig ledd i papirfremstillingsprosessen, hovedsakelig brukt til løfting og installasjon av papirmaskinutstyr, arbeidet er ganske travelt. På grunn av den spesielle papirfremstillingsprosessen er papirverkstedmiljøet tøft (høy temperatur, høy luftfuktighet, luft med papirstøv) og kranbruksnivå og bruksfrekvens og så videre, så papirfabrikkkran og generelle brokraner har åpenbare egenskaper. Derfor kan det rimelige utvalget og utformingen av kranen ikke bare redusere den opprinnelige kraninvesteringen og anleggskostnadene, men også redusere driftskostnadene og vedlikeholdskostnadene for kranen, redusere tapet av nedetid for papirmaskinen, forbedre bedriftens effektivitet og forbedre bedriftens konkurransefortrinn.
Formen og layouten til den tidligere papirfabrikkranen
Tidligere har de fleste papirfabrikker papirverksteder designet layout av 3 kraner, kraner med elektrisk dobbel bjelkebrostruktur, løftemekanisme med vinsjform. Blant dem har den våte delen av papirmaskinen en 3-trallers dobbeltbjelkebrokran (heretter referert til som dobbeltbjelkebro), hovedsakelig brukt til vedlikehold av papirmaskinen (referert til som 'servicekraner'); papirmaskinkadrer har to sett med samme doble tralle-dobbeltbjelkebro, hovedsakelig brukt til å løfte papirruller (referert til som 'papirrullkran'), 1 for det daglige arbeidet, det andre 1 for backup, for å unngå kransvikt forårsaket av papirmaskinens nedetid, se figur 1. 3 kraner er ikke fullt utnyttet i lang tid, hvorav 1 ikke bare er brukbar, i utgangspunktet kraftig øke investeringskostnadene, men også øke kostnadene for utstyrsadministrasjon, vedlikehold, reservedeler og så videre.
Fordi de fleste av kravene til papirfabrikkens kranarbeidsnivå er høyere, er hele maskinen A6, byrået M6, mens det forrige ordinære arbeidsnivået for elektrisk heise lavt (de fleste
Moderne papirfabrikk kranform og layout
Gjennom detaljert teknisk analyse, rasjonell utforming og valg av høykvalitetskomponenter kan du bruke 2 (eller til og med så lite som 1) elektrisk heisedobbeltbjelkebro i stedet for den tidligere 3 elektriske universalbroen. På denne måten kan antall kraner reduseres med 1/3, men også på grunn av kranhjulets trykkreduksjon, høydereduksjon, tilsvarende å redusere sporbjelkens tverrsnitt, søyletverrsnitt, sporspesifikasjoner, redusere høyden på anleggskonstruksjonen, sparer den totale investeringen på ca 35%. Energisparing og strømsparing på grunn av reduksjon av krankraft. En slik design og layout, brukt i mange papirlinjer, 7 års akkumulert erfaring, med åpenbare økonomiske fordeler. Den følgende analysen sammenligner fordelene og ulempene ved ulike kranoppsett og typer.

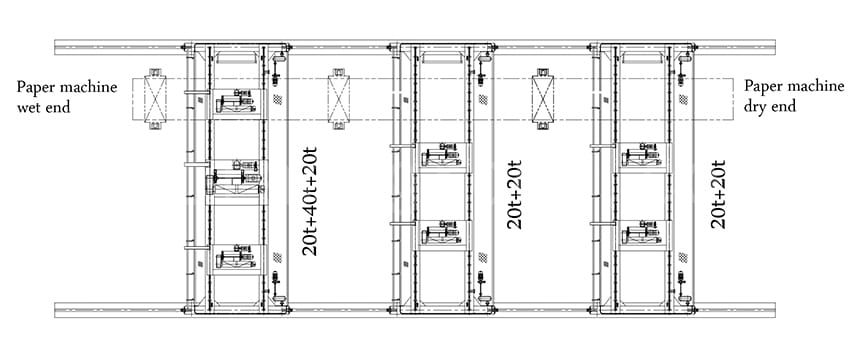
Papirfabrikk kranprogram 1
Hvert papirverksted satte opp 2 sett av samme bro, 1 er papirmaskinens tørre ende av papirrullekranen, 1 er papirmaskinens våte ende av servicekranen (i henhold til den faktiske situasjonen til papirmaskinen og så videre, og kan til og med bare sette opp en kran). Det er 3 traller på kranbroen. De 2 ytterste vognene brukes til å løfte papirruller, tomme papirruller og andre formål; den midterste vognen brukes til utskifting av ulike ruller og sylindre i papirmaskinen og andre vedlikeholdstjenester, og kan også brukes som reservevogn for å løfte papirruller ved svikt i noen av de ytre vognene. Til dette formål er løftehastigheten til de 3 trallene den samme som kjørehastigheten til trallene.
Generelt har løftemekanismen til de ytre 2 vognene en arbeidsklasse på minst M6 (FEM 3m) og midtvognen brukes hovedsakelig til vedlikeholdstjenester sammenlignet med de ytre trallene. Den kan ha et lavere arbeidsnivå, f.eks. M4 (FEM 1 Am), men med høyere løftekapasitet, vanligvis dobbelt så høy som den ytre. For eksempel: 20 t/M6 + 40 t/M4 + 20 t/M6. På denne måten kan sentertrallen løfte sylinderen alene, med følgende parametere.
| Kategorier | Vogn I | Vogn II | Vogn III |
|---|---|---|---|
| Arbeidsnivå for løftemekanismen | M6 | M4 | M6 |
| løftekapasitet/t | 10~60 | 20~120 | 10~60 |
| Løftehastighet/(m/min) | 4~8 | 3.2~8 | 4~8 |
| Tralledrift arbeidsnivå | M5~M6 | M4~M5 | M5~M6 |
| Krandrift arbeidsnivå | M5~M6 | ||
De største fordelene med denne formen for krankonstruksjon er allsidighet og pålitelighet. Papirrullkranen kan også brukes til service eller som backup for servicekranen. Den høye påliteligheten skyldes at en feil på noen av trallene ikke vil påvirke produksjonsprosessen.
Hvis et verkstedoppsett av 2 slike kraner, er påliteligheten svært høy, nedetidstap er nesten 0. Hvis bare et oppsett på 1 kran, er fordelen minimumsinvesteringen, men også for å møte de daglige produksjonskravene for bruk, er ulempen at den store vognens betjeningsmekanisme svikt vil påvirke produksjonen, bør styrke kranens rutinemessige vedlikeholdsarbeid.
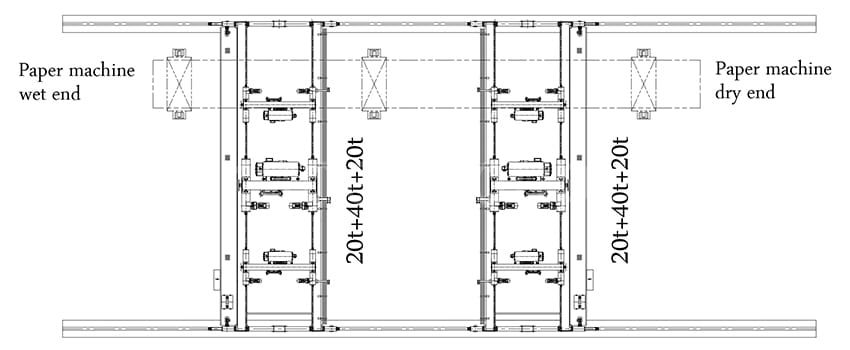
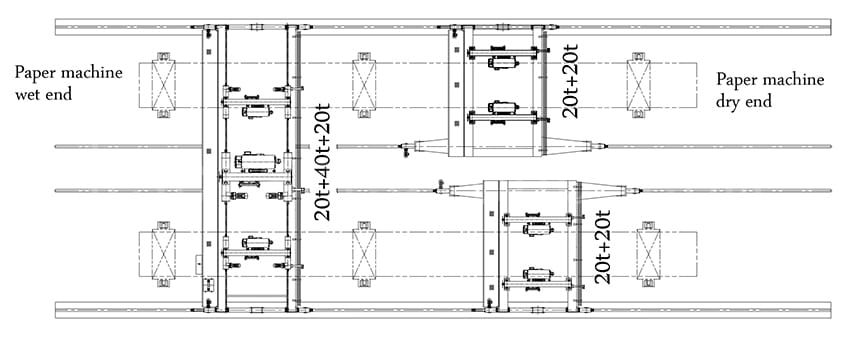
Papirfabrikk kranprogram 2
Er en variant av program 1, kranbro kun 2 traller, hvorav 1 vogn kun 1 heisemekanisme, en annen vogn har 2 heisemekanismer, hovedkrokform. Heisemekanismen med stor løftekapasitet er plassert i midten, f.eks. 20 t+40/20 t. På samme måte er 20 t arbeiderklassen M6 og 40 t arbeiderklassen er M4. Andre likheter finnes i skjema 1.
Fordelen med dette byggeprogrammet er at vognen er kompakt, forenkler den elektroniske kontrollkontrollen, sparer stålkonstruksjon og elektroniske kontrollmaterialer, reduserer kranproduksjonskostnadene. Den største ulempen er at travershastigheten ikke er synkronisert på grunn av de forskjellige belastningene til de to vognkjøremekanismene, og visse tiltak må tas.
Papirfabrikk kranprogram 3
Hvert papir verksted satt opp 2 forskjellige bro, papir maskin våt enden av arrangementet av en 3-tralle service kran, papir maskin tørr enden av arrangementet av en dobbel tralle papirrull kran. Papirrullkranarbeid er relativt travelt, papirrull + løftebjelkevekt nær den nominelle løftekapasiteten til kranen, arbeidsnivået er minst M6, for eksempel: 20 t/M6 + 20 t/M6. Servicekran kan være den samme som utformingen av program 1, slik som: 20 t/M6 +40 t/M4 +20 t/M6, utsiden av de 2 trallene som backup for papirrullkranen, løftehastigheten til 40t kroken kan utformes med samme hastighet som 20t krok eller samme hastighet som kroken. Løftehastigheten til 40t kroken kan utformes til å være den samme eller forskjellig fra 20t kroken. Hvis hastighetene er forskjellige, kan ikke 40t-kroken brukes til å erstatte 20t-kroken for å løfte papirruller.
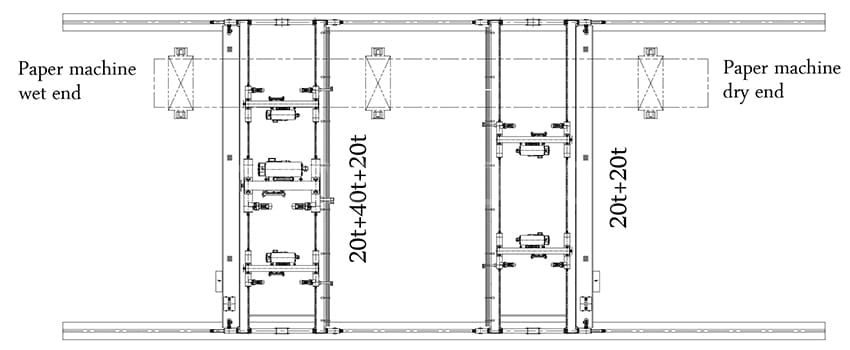
Ettersom våtende-servicekranen vanligvis brukes mindre, for ytterligere å spare produksjonskostnader for kranen, i henhold til de faktiske arbeidsforholdene, kan hele servicekranens maskin og den ytre vognens arbeidsnivå utformes til å være ett nivå lavere enn det for kaderens kraner, f.eks. M5 (FEM 2m).
Denne layoutpapirrullekranen med doble vogner er mer økonomisk sammenlignet med alternativ 1, og feil på perifere vogner påvirker ikke produksjonen vesentlig. Det samme som program 1, ulempen er at den våte delen av kranen vanligvis er lavt bruk, hvis papirmaskinen er parkert i lang tid over den våte enden av kranen, høy temperatur, fuktighet og papirrester, etc. på stålkonstruksjonen av kranen og det elektriske kontrollsystemet korrosjon er større, bør prøve å parkere kranen vekk fra det fuktige stedet.
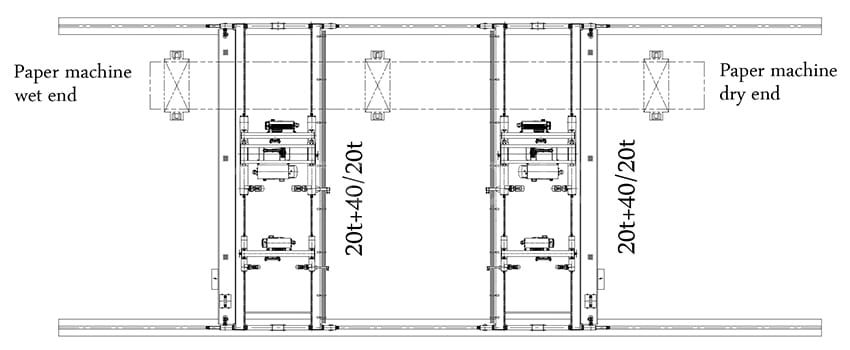
Papirfabrikk kranprogram 4
Hvert papirverksted satte opp 2 forskjellige bromaskiner, papirmaskin våtendearrangement av en servicekran, papirmaskin tørrendearrangement av en enkelt trallekran.
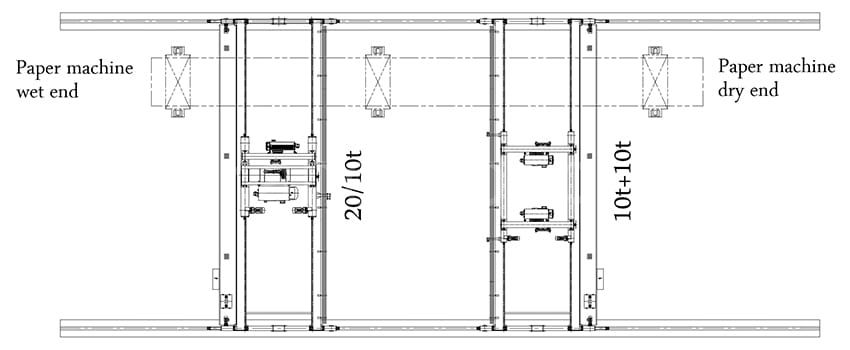
Papirrullkranen er 2 kroker fra to løftepunkter på samme vogn med følgende parametere. Denne strukturen er egnet for liten løftekapasitet og smal bredde på papirmaskinen. Den største fordelen med denne krantypen er at de 2 krokene er mekanisk synkroniserte, men avstanden mellom de 2 krokene varierer litt med løftehøyden. Fordelen er å redusere antall traller, betydelige kostnadsbesparelser. Ulempen er at når trallekjøremekanismen svikter, vil det påvirke produksjonen, og bør styrke det daglige vedlikeholdet av kranen.
| Kategorier | 2,5t+2,5t | 5t+5t | 10t+10t |
|---|---|---|---|
| Arbeidsnivå for løftemekanismen | M6 | M6 | M6 |
| løftekapasitet/t | 5 | 10 | 20 |
| Løftehastighet/(m/min) | 1/6.3 | 1/6.3 | 0.66/4 |
| Tralledrift arbeidsnivå | M5~M6 | M5~M6 | M5~M6 |
| Krandrift arbeidsnivå | M5~M6 | M5~M6 | M5~M6 |
Papirfabrikk kranprogram 5
Over papirmaskinen for å sette opp en 3-tralle bro for vedlikehold av papirmaskin eller backup løfte papirruller, papirmaskin tørr ende av bakken layout av 1 til 2 halv-bens elektrisk heis dørmaskin (i henhold til papirmaskinens produksjonslinje for å bestemme antall enheter), kan dørmaskin 2 kroker utformes for å festes på broen. Fordelene med denne utformingen er at dørmaskinen er dedikert til papirrullløfting, sidejustering er nøyaktig, høy effektivitet, for det meste brukt i samme verkstedoppsett har 2 eller flere papirmaskinlinjer. Ulempen er at den totale investeringen i utstyr, infrastruktur og andre store, dårlig økonomi, den nåværende søknaden er mindre og mindre. Skjema 1, 2, 3, hvis bruken av vinsjtype løftemekanisme til trallen, på grunn av venstre og høyre grense løftepunkt vekk fra senterlinjen på trallen sporet er lenger unna, må generelt konfigurere 1 ~ 2 3,2 ~ 10t elektrisk talje, hengende i hovedbjelkens gulv eller hovedbjelkesiden av omrisssporet. Hvis løftevognen, på grunn av grensen for lite løftepunkt, noen ganger kan unntas fra den lille heisen, noe som kan redusere kostnadene for kranen.
For øyeblikket kan en del av det europeiske designarbeidsnivået for elektrisk heise nå M6. elektrisk heisevogn lett vekt, kompakt struktur, høyt løftepunkt, begge sider av grenseposisjonen er liten, har blitt mye brukt i ulike anledninger og ulike bransjer. Et stort antall praksis har vist at, sammenlignet med vognen av vinsjtypen, har heisevognen ikke bare prisfordelen, men også de tekniske indikatorene og ytelsen, levetiden, påliteligheten og andre aspekter, kan fullstendig erstatte den innenlandske QD-vinsjtypen.
Konklusjon
Fra mange års design- og produksjonserfaring, med tanke på økonomi, praktisk og bruksfrekvens, er prioriteringsprogrammet 3, 2, 1, 5, 4. Hele maskinen har formen av en dobbel dragerkran med elektrisk talje, med prioritet til europeisk elektrisk talje som heisemekanisme, og den store og lille vogndriftsmekanismen - i en vogn som kjører mekanismen- i en vogn. Rimelig utvalg og optimalisering av papirfabrikkens kranlayout kan ikke bare redusere investeringskostnadene betydelig, redusere kranvedlikeholdskostnader og driftskostnader, men også forbedre effektiviteten, redusere nedetidstap og gi lukrative økonomiske fordeler for papirbedrifter.

krystal
Kran OEM-ekspert
Med 8 års erfaring i å tilpasse løfteutstyr, hjalp 10 000+ kunder med deres spørsmål og bekymringer før salg, hvis du har noen relaterte behov, kan du gjerne kontakte meg!
Hva skjer: +86 199 1373 9708
E-post: krystalli@kscranegroup.com
Liker du det vi gjør?Del det
TAGS: Papirfabrikk krandesign
© 2025 KuangShan Crane